
가공사업부
We present a vision for the future.
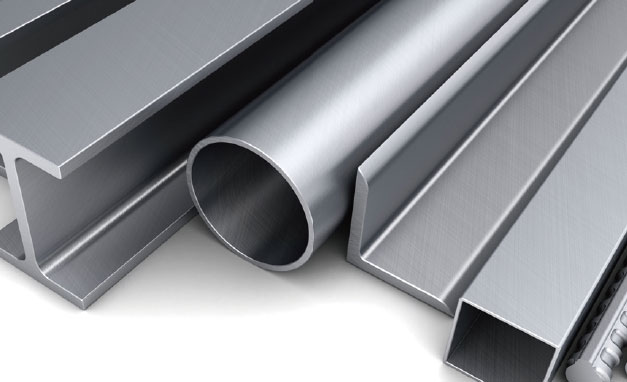
주식회사 대신 기계는 스틸 파이프, 스테인리스 파이프, 황동 및 동관, 특수이형관,
알루미늄관 등을 최신 설비와 최고의 기술력으로 제작하는 초정밀 인발 및 가공 전문 기업입니다.
Laser Cutting Machine
CNC 복합 설비
의료기기 부품
알루미늄 가공
스테인리스 스틸 가공
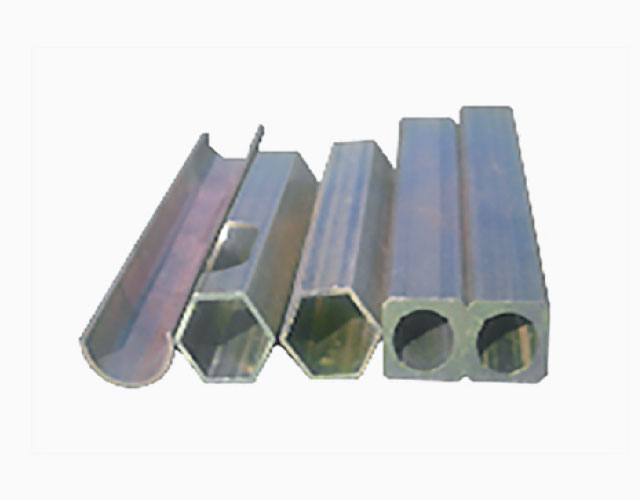
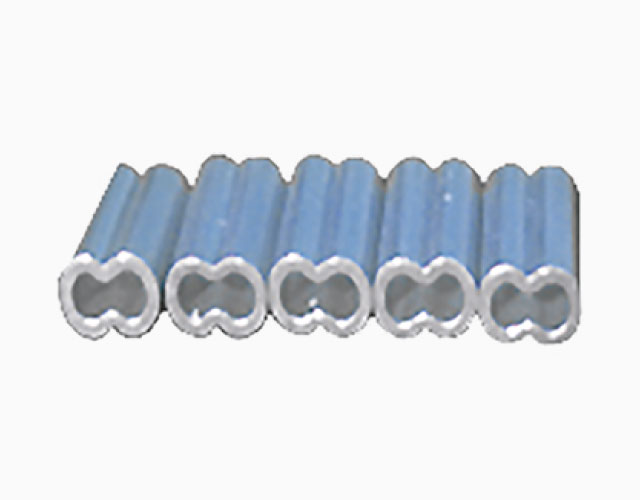
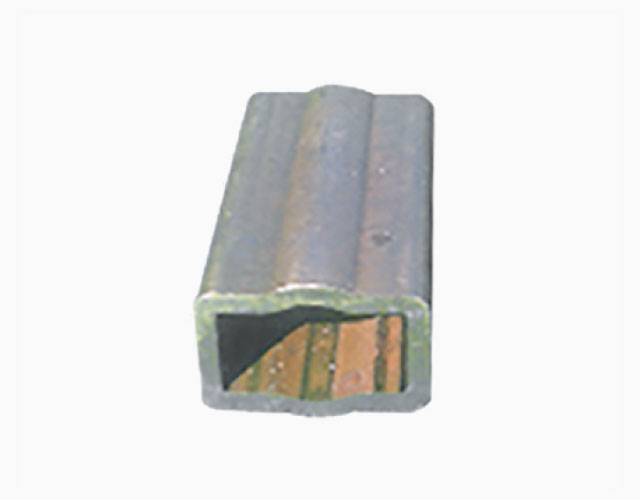
튜브드로잉 공정
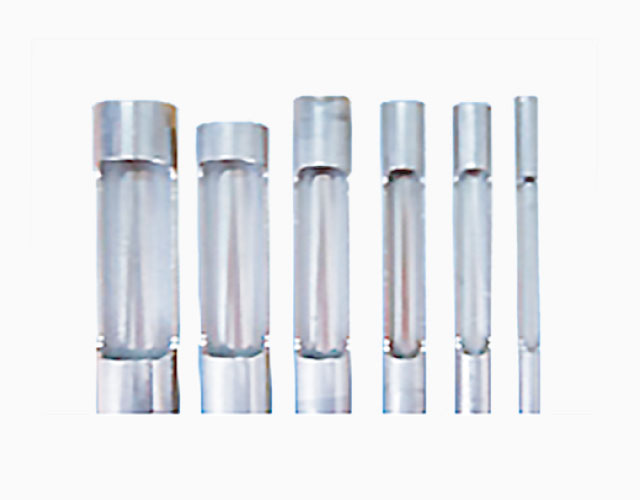
벤딩, 축관, 확관 및 가공
-
Laser Cutting Machine

설비 상세 사양
모델 K1 K2 K3 K5 레이저 출력 전력 6000W / 3000W / 1500W 6000W / 3000W 812000W / 6000W - 효과적인 원형 튜브 절단 직경 φ6-φ120mm φ8-φ230mm φ25-φ356mm φ150-φ500mm 효과적인 사각 튜브 절단 직경 □6-□110mm □8-□230mm □25-□356mm □150-□500mm 직사각형 튜브 모서리 길이 6-110mm 8-230mm 25-356mm 150-500mm X/Y축 포지셔닝 정확도 0.05mm/m 0.05mm/m ±0.05mm/m - X/Y축 재배치 정확도 0.03mm 0.03mm ±0.03mm - X축 최대 속도 100m/min 90m/min 35m/min - Y축 최대 속도 60m/min 60m/min 30m/min - -
Laser Cutting Machine 부품







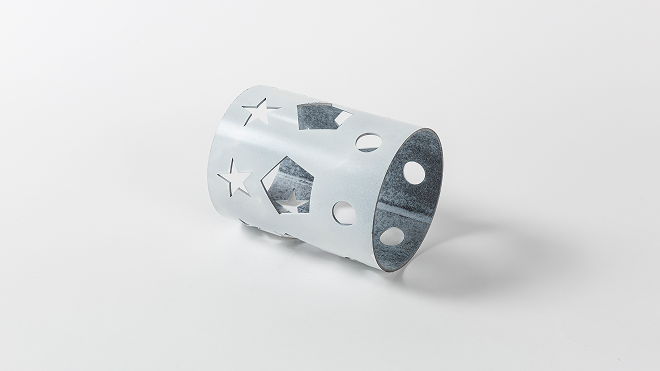




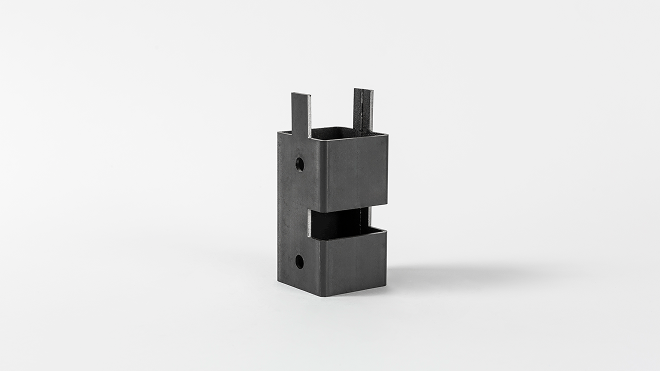




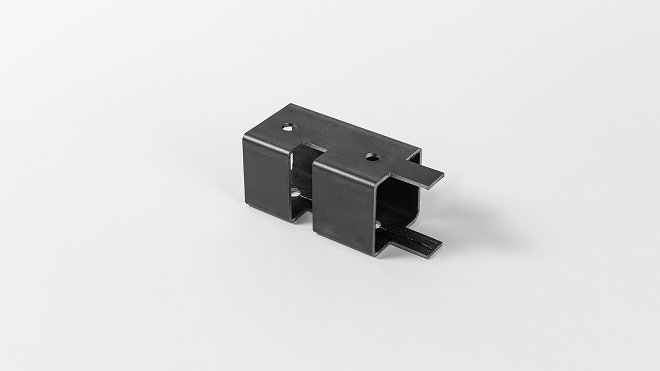




-
CNC 복합 설비


한화 CNC 자동선반
NC Fanuc 32i-B Plus 최대가공경 Ø20mm (Option Ø25mm) Z1 스트로크 205mm(H), 55mm(N) 메인스핀들 (회전수) 10,000rpm 메인스핀들 (최대출력) Fanuc : 2.2/3.7kW TSUGAMI CNC 정밀자동선반
기계모델 B0265-III 최대가공경 Ø26mm 주축RPM 10,000 배면주축RPM 10,000 최대공구수 27Pcs 급이송속도 35m/min 주축전동기 3.7/5.5kW
-
의료기기 부품






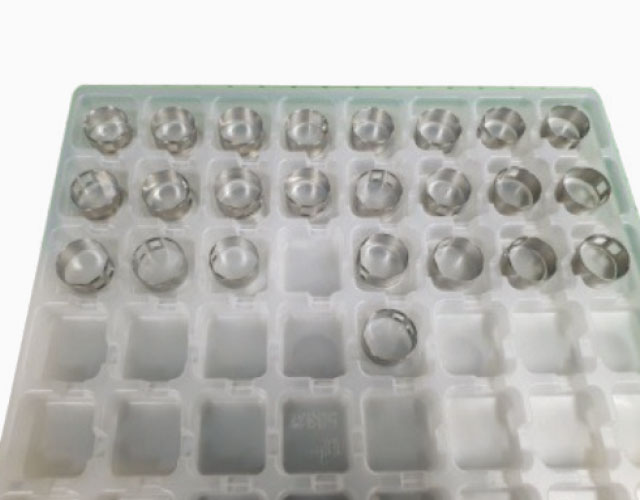


-
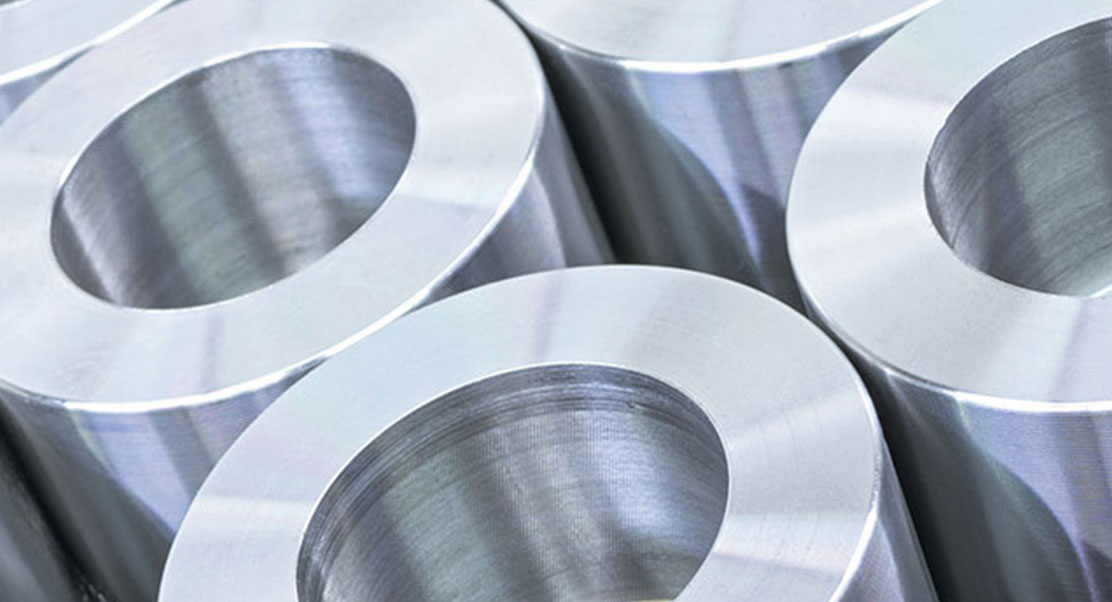
알루미늄 가공









-
동 부품 가공






-
스테인리스 스틸 가공


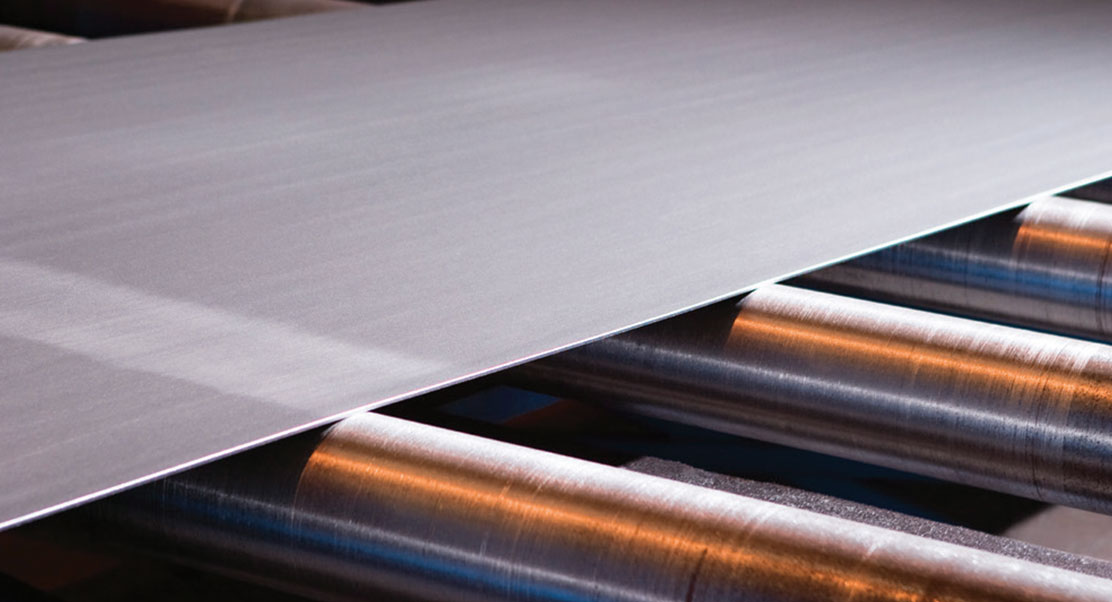
-
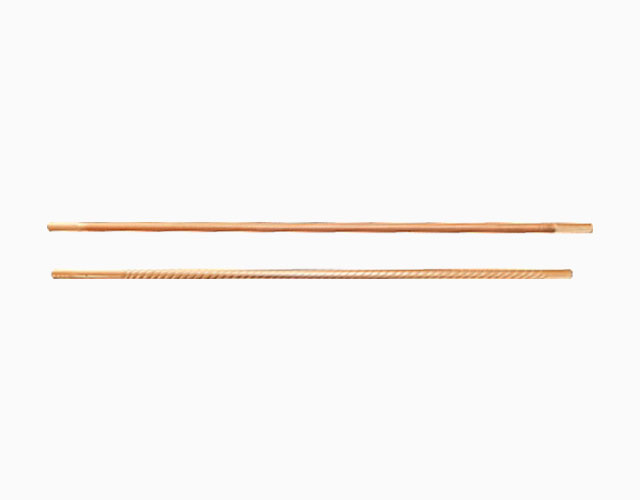
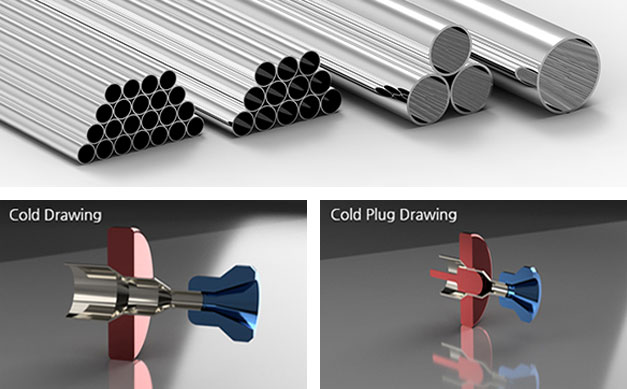
튜브드로잉 공정

-
싱킹 (Sinking) 방식
강관이 내벽이 지지되지 않아 벽의 두께 감소가 작고 내면이 균일하지 않습니다. 다이 입구와 출구에서 전단 변형이 타공정에 비해 크므로 변형 한계가 타공정에 비해 낮습니다.
-
플러그 (Plug) 방식
강관 내 외면의 직경 제어가 용이합니다. 플러그로는 주로 원주형 또는 콘형이 사용되며 플러그는 내 경부의 형상을 결정하는 역할을 합니다.
-
맨드렐 (Mandrel) 방식
긴 봉 혹은 선사의 맨드렐을 강관 속에 넣어서 강관과 함께 인발하는 방식으로, 움직이는 맨드렐과 강관-맨드렐 계면의 마찰력 감소에 의해서 요구 인발력을 줄일 수 있습니다.
-
-
공정 상세 과정
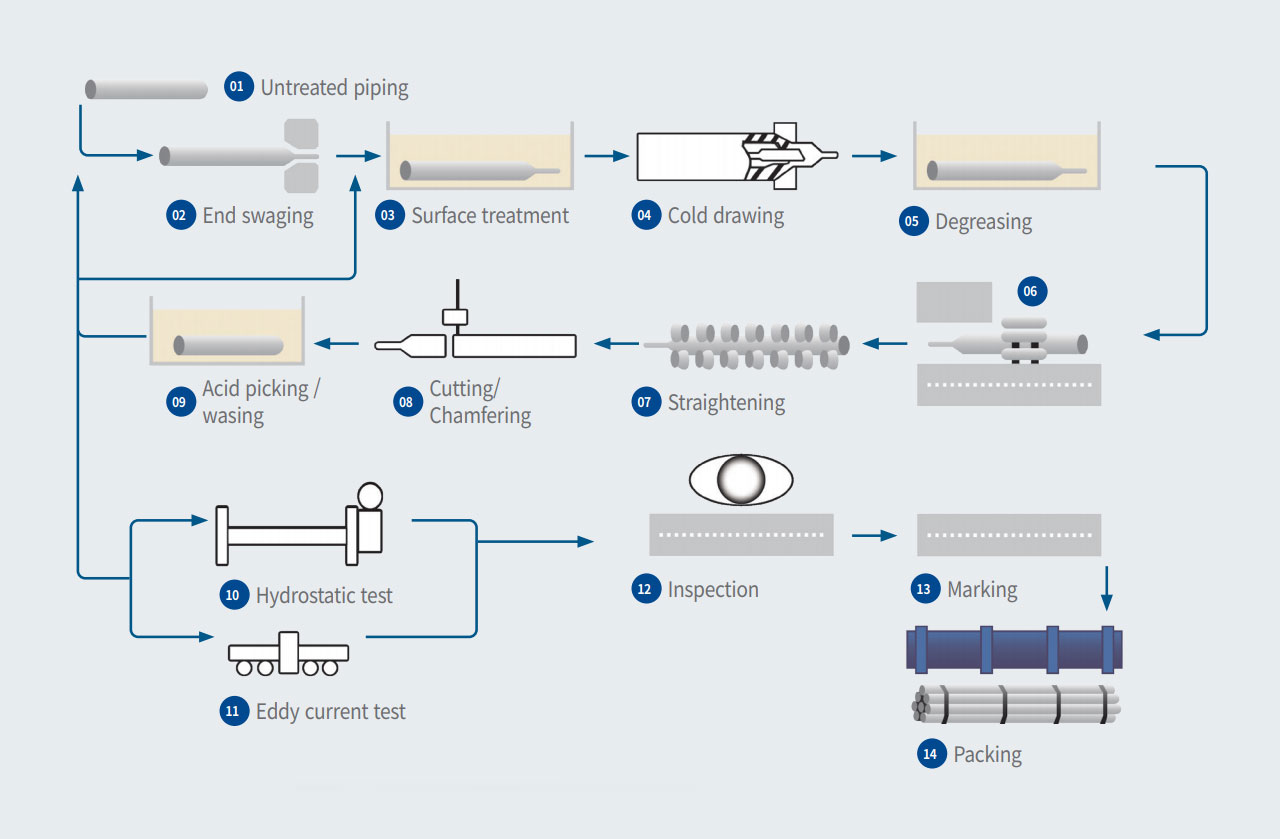
-
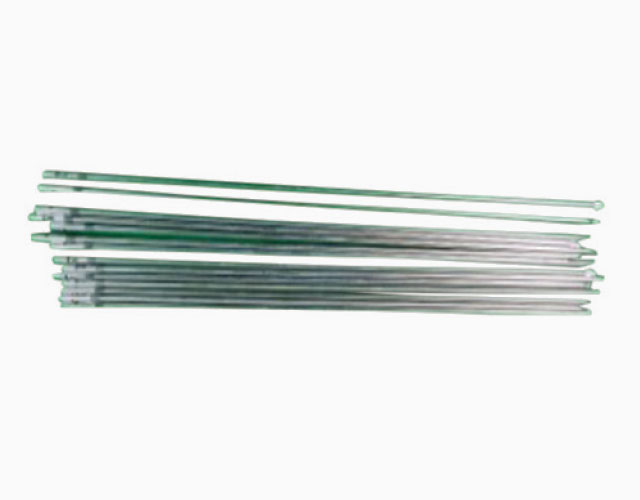
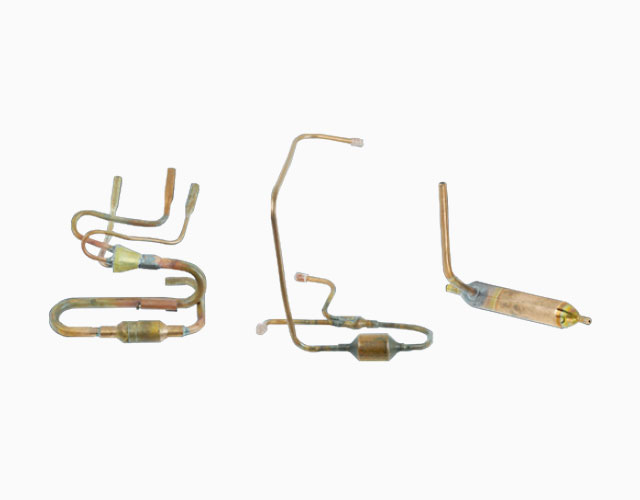
튜브 인발 부품

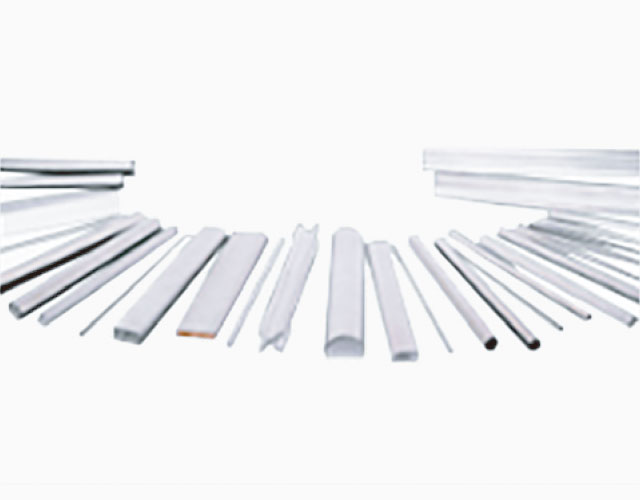
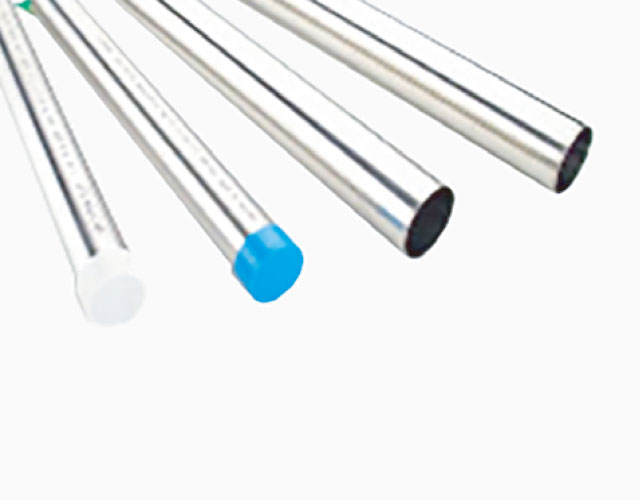

-
벤딩, 축관, 확관 및 가공












